Muchas personas no lo saben, pero se estima que un 90% de las enfermedades y problemas de peso están asociados con un colon sucio.
Este órgano cumple un papel muy importante en nuestra salud y es el responsable de expulsar todas esas toxinas y desechos que nuestro cuerpo no necesita y que, a largo plazo, puede provocar problemas de salud muy serios.
Las personas que tienenproblemas de digestiónvan acumulando en su colon una gran cantidad de desechos de alimentos que, al estar sometidos a una temperatura muy alta, atraviesan procesos de fermentación y putrefacción cuando se retienen dos o más días.
La toxicidad que se acumula en los intestinos como consecuencia del estreñimiento, pasa al hígado a través de la aorta y se distribuye a través de la sangre a todo el cuerpo, ocasionando serios problemas en la piel, así como diferentes enfermedades crónicas.
Problemas por tener el colon sucio
El colon forma parte del sistema depurativo del cuerpo y cumple una función muy importante.
A pesar de que muchos tienen una buena digestión, es muy importante realizarle una limpieza regular para que pueda eliminar todos esos desechos que se acumulan dentro del mismo y que, de no ser eliminados, pueden pasar al torrente sanguíneo para provocar serias enfermedades.
Entre los principales problemas de tener un colon sucio encontramos:
Hinchazón abdominal
Problemas de peso
Cambios de humor
Tránsito intestinal lento o estreñimiento
Dolores de espalda y de cabeza
Falta de energía
Sistema inmune debilitado
Falta de apetito
Mal aliento y olores corporales
Diarrea
Manchas en la piel
Barros y espinillas
Diabetes
Estrés, insomnio y ansiedad
Diferentes tipos de cáncer
Caída del cabello
Venas várices
¿Por qué es importante limpiar el colon?
El estilo de vida moderno ha traído como consecuencias problemas de digestión y eliminación adecuada de desechos, además de mayor acumulación de toxinas y sustancias que le hacen daño al cuerpo.
Sin llevar una dieta saludable, hacer ejercicio y en general adoptar un estilo de vida sano, nuestro sistema digestivo tiene problema para eliminar todos los desechos que no necesita y que se acumulan poco a poco en el colon.
El resultado de esta acumulación es de 5 a 25 libras (de 2 a 11 kg) de desperdicios almacenados en el intestino grueso.
Esto provoca el esparcimiento de las bacterias y toxinas a través del cuerpo por la vía de los capilares sanguíneos alineados a la pared intestinal, trayendo como consecuencia problemas de salud crónicos por la contaminación de los principales órganos del cuerpo.
¿Cómo saber que nuestro colon está sucio?
Una persona puede saber que su colon está sucio cuando empieza a tener algunos síntomas comunes, entre los que se destacan:
Pesadez estomacal
Fatiga y baja energía
Flatulencias o gases
Acidez y digestión lenta
Exceso de peso y ansiedad por la comida
Alergia a ciertos tipos de alimentos
Dolores de cabeza frecuentes
Problemas al dormir
Mal aliento y sensación de sed
Frecuentes resfriados con abundante secreción flemática
Problemas en la piel como erupciones, acné y resequedad
Enrojecimiento en los ojos y bolsas debajo de ellos
Caída del cabello
¿Cómo limpiar nuestro colon?
Para limpiar nuestro colon es muy importante modificar nuestros hábitos de vida y ser conscientes de que nosotros mismos podemos contaminar nuestro cuerpo con la mala alimentación.
Algunas de las cosas que podemos hacer para limpiar nuestrosintestinosy mejorar la calidad de vida, incluyen:
Desayunar bien por las mañanas incluyendo, en especial, alimentos ricos en fibra y agua.
Beber agua con limón en ayunas.
Mejorar la dieta mediante el mayor consumo de frutas, verduras, cereales y agua.
Realizar por lo menos 30 minutos de ejercicio al día. Este buen hábito mejora todo tu cuerpo y promueve la digestión.
En estos casos, también suele ser muy útil la realización de enemas que facilitan la limpieza del colon. Se pueden hacer con café o con una solución salina; lo más importante de todo es saber aplicarlos de forma correcta para no tener alguna complicación.
Jugo especial para limpiar el colon
Teniendo en cuenta las recomendaciones anteriores, también se puede apoyar la limpieza del colon con el consumo de un jugo natural con propiedades desintoxicantes. En esta ocasión el jugo combina los beneficios de la piña, el pepino y el aloe vera para hacer una bebida ideal para la limpieza del intestino.
Ingredientes
2 naranjas
1 limón
2 rodajas de piña
1 pepino
1 manzana
Gel de aloe vera
¿Cómo prepararlo?
Exprimir el jugo de los cítricos e introducirlos en la licuadora con dos rodajas de piña picadas, un pepino pelado y picado, una manzana partida en trozos y el gel de una penca de aloe vera.
Procesar todos los ingredientes un par de minutos y agregar agua si fuese necesario. Beber este jugo en ayunas durante 15 días seguidos.
Sin duda alguna esta es la mejor noticia que podrían tener nuestros lectores, se que les alegrara mucho! . En este articulo les presentamos la maravillosa semilla que cura el cáncer, esta semillita es milagrosa es 10 mil veces mas fuerte y potente que una costosa quimioterapia, y de imaginárselo las grandes industrias farmacéuticas no quieren que lo sepamos, puesto que dejarían de vender sus costosos medicamentos que no son mas que simples placebos.
Este es el ANTI – CANCERÍGENO más poderoso del mundo entero, mira el siguiente vídeo y saca tu mismo tus conclusiones!NO OLVIDES COMPARTIR ESTA INFORMACIÓN CON TUS FAMILIARES Y AMIGOS!!
Esta semilla como ya se indico es diez mil veces más potente que las costososas quimioterapias.
Cual es el modo de consumo de la semilla de MANZANA:
La semilla de manzana se puede consumir directamente masticándola, o a preferencia con alguna ensalada que usted prefiera, es diversa la forma en que usted la puede ingerir, se lo dejamos a su preferencia y elección.
Esta semilla es un remedio comprobado para los cánceres de todos los tipos, así es que no importa la forma o método que utilices en consumirla, el secreto es consumirla!
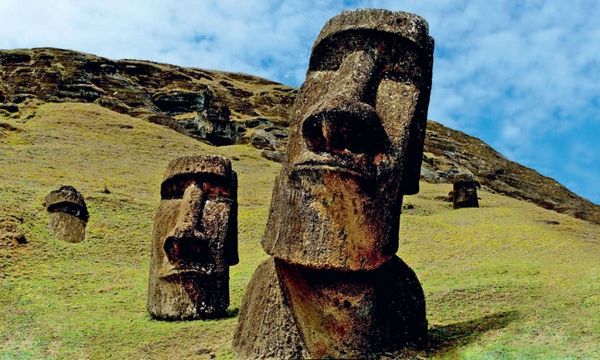
Estas antiguas estatuas han aparecido en multitud de videos, fotografías, reportajes, documentales y más. Son las famosas estatuas de la Isla de Pascua, conocidas como moáis en el idioma nativo.
En ese idioma, a la isla se la conoce como Rapa Nui. Actualmente la isla pertenece a Chile, pero está lejos, muy lejos de la costa chilena de Sudamérica. Es muy probable que hayas visto estas estatuas de cabezas gigantes y alargadas, pero tal vez no sabías que no son sólo cabezas, ya que también tienen cuerpo. ¡Sigue leyendo!
Estas famosas esculturas están en la Isla de Pascua o Rapa Nui, en medio del enorme Océano Pacífico.
Todavía es un misterio cómo fueron transportadas y colocadas en los lugares que ocupan actualmente. Fueron esculpidas en toba volcánica, pero aún es un enigma el método que usaron para construirlas.
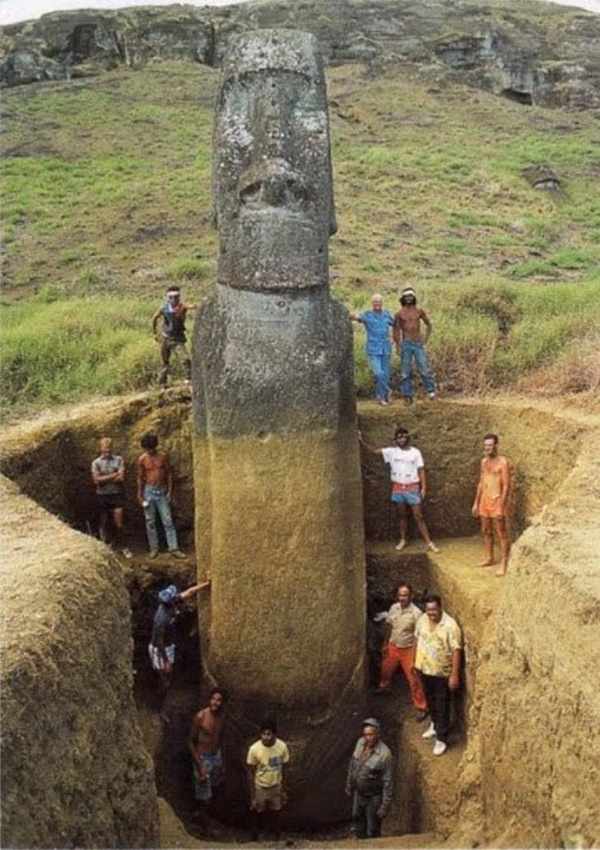
Hasta hace poco, estas estatuas no se habían desenterrado a gran escala. Pero este equipo de arqueólogos decidió desenterrar algunas para constatar qué tan grandes eran realmente.
Las estatuas originales habían sido cubiertas progresivamente por la erosión y por los sedimentos que expulsaron los volcanes cercanos, a lo largo de más de 500 años, dejando sólo las cabezas al descubierto.
Algunos exploradores ya habían señalado que las esculturas de la Isla de Pascua no eran sólo cabezas, sino figuras completas con torsos. Pero fue apenas hace poco tiempo que los investigadores empezaron a desenterrarlas.
El resultado de estos trabajos ha sido impresionante. Las estatuas tienen torsos bien esculpidos y tallados con diversas figuras.
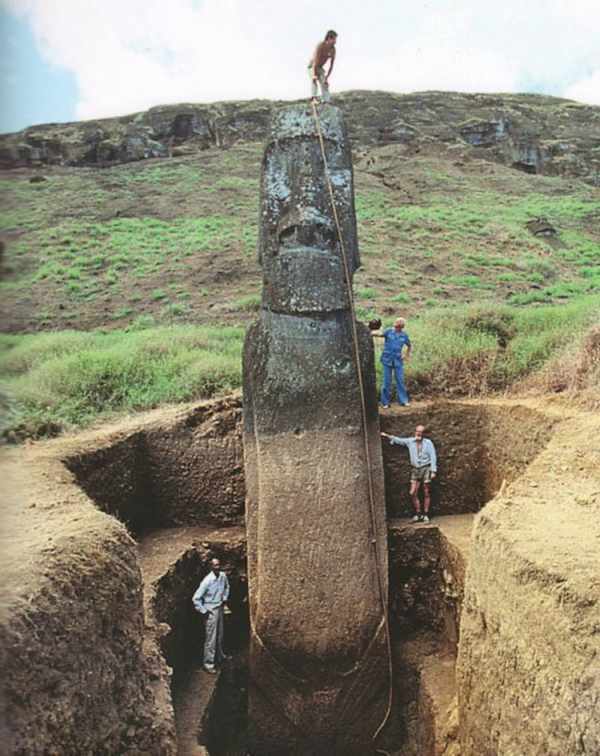
Durante las excavaciones se encontraron piezas de los mecanismos que posiblemente fueron usados para erigir y posicionar las pesadas estatuas.
La teoría más común sobre el significado de las estatuas señala que para los nativos que las construyeron, estas esculturas representaban a sus antepasados.
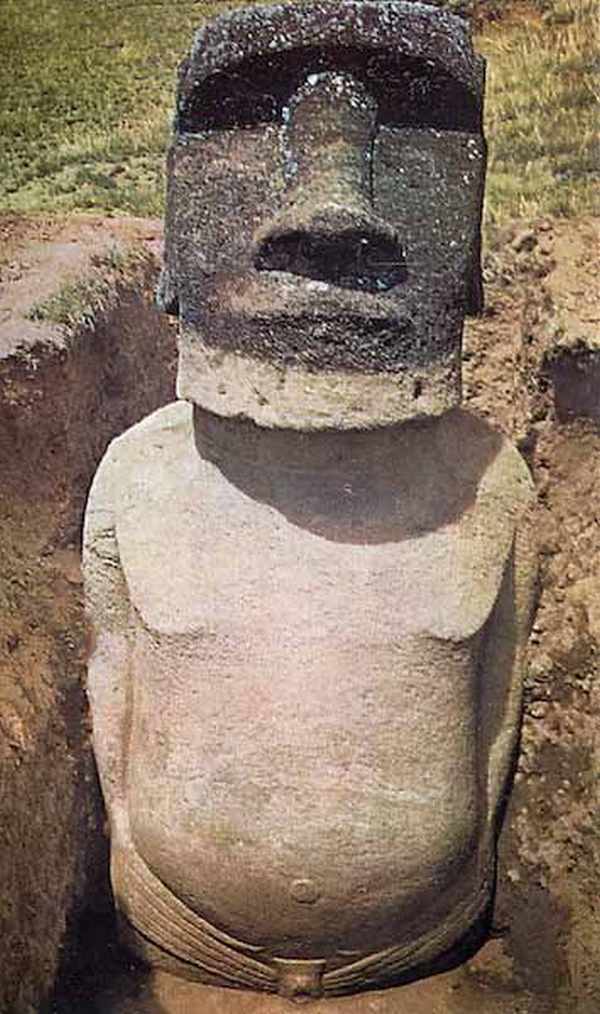
En esta otra foto vemos un detalle de los enigmáticos relieves que fueron esculpidos en la espalda de una de las estatuas.
Los arqueólogos esperaban encontrar respuestas, pero estos impresionantes descubrimientos nos dejan con más y más preguntas…
La enorme magnitud de estas estatuas nos obliga a preguntarnos cómo pudo una sociedad “primitiva” crear, desplazar y ubicar estas moles con tanta precisión.
Sin nuestras modernas herramientas, sin grúas ni artefactos mecánicos, esta tarea luce muy difícil de realizar.
Las enigmáticas estatuas de la Isla de Pascua resultaron ser más complejas de lo que creíamos: sus cuerpos están tallados y definitivamente no son sólo cabezas!
Compártela pulsando el botón de abajo, para que todos conozcan estas obras de arte misteriosas y sorprendentes !!
Los tubos (o caños) y su soldadura se han venido usando ampliamente durante décadas en casi toda aplicación ingenieril, desde plantas nucleares, térmicas y petroquímicas hasta abarcar actualmente un amplio espectro de industrias de todo tipo.
Por lo tanto, la eficacia de la preparación y de la soldadura de tuberías tiene un impacto directo en la seguridad y calidad de los productos que transportan. El uso de diferentes métodos y maquinaria, así como los desarrollos tecnológicos para lograr tuberías que satisfagan los más altos estándares de calidad han dado origen a lo que hoy conocemos como “proceso de piping”, es decir, un conjunto de operaciones que, partiendo de tubos individuales conducen a la tubería instalada y funcionando.
El proceso de piping puede realizarse tanto en taller como en campo, y puede ser tanto manual como automatizado. Sin embargo, las exigencias actuales y la demanda creciente de equipos capaces de efectuar instalaciones en campo caracterizadas por su rapidez, precisión y bajo costo han impulsado con gran ímpetu las técnicas automatizadas.
¿Cuáles son las etapas del proceso de piping?
Básicamente, el tratamiento de los tubos individuales para formar una instalación completa consta de dos partes que detallaremos seguidamente.
1) Preparación de los tubos para la soldadura
En esta etapa se realiza el corte y el biselado de los tubos, que puede efectuarse tanto en frío como por procesos térmicos. Si la unión de los tubos es por medio de bridas, en esta etapa también se realiza el frenteado de las bridas mediante procesos que usan tornos ofresadoras.
El corte es simplemente la operación de cortar tubos de cualquier tamaño, ya sea perpendicularmente a su longitud o en ángulo (bisel). No hay limitaciones en cuanto a diámetro o espesor de pared. Dependiendo del tamaño y tipo del tubo a cortar se pueden usar varios métodos, y estos pueden comprender equipos que se montan tanto por fuera como por dentro del tubo.
Los métodos tradicionales de corte con llama producen el calentamiento del tubo y dejan una zona afectada por el calor (HAZ) que es inaceptable. Por esta razón también existen métodos en frío, capaces de efectuar cortes rápidos y con un acabado listo para la soldadura, que responde a requisitos básicos, tales como cortes rectos o biselados.
El biselado de los tubos es el proceso donde se forma un ángulo entre el borde del extremo del tubo y un plano perpendicular a la superficie. El ángulo de bisel estándar en una preparación de tubos para soldadura es de 37,5 grados. También puede biselarse a otros ángulos y formas especiales para obtener biseles simples, compuestos, en “J” o en “V”, que realizan las máquinas automáticas de biselado. Ahora bien, ¿por qué se prefieren biselar los tubos? Porque no sólo el biselado es el método usual de preparación de juntas para soldar, sino que además es el indicado para eliminar las rebabas de los extremos cortados, ya sea por razones de seguridad o de estética.
En el caso de que los tubos contengan bridas, el proceso de preparación incluye el frenteadoo refrentado de estas, es decir, la rectificación de la superficie de las bridas para que sea perfectamente plana. Pueden usarse distintas fresas y velocidades, de manera de lograr una amplia variedad de acabados superficiales que coincidan adecuadamente con los materiales de sellado de las bridas.
Figura 1 – Representación esquematica del frenteado de bridas
2) Soldadura de los tubos
Es la etapa en que los tubos individuales ya preparados se unen para formar la tubería. Puede efectuarse mediante equipos tradicionales para TIG, con o sin material de aporte,MIG/FCAW, o bien mediante equipos de soldadura orbital automática que usan cualquiera de estos procesos de soldadura.
Veamos ahora cuáles son las técnicas más usadas tanto para la preparación como para la soldadura de los tubos.
1) Preparación
Métodos en frío
El corte y biselado en frío de los tubos se realiza con anillos, generalmente montados sobre el diámetro externo del tubo, cuyo tamaño varía desde los que se emplean para pequeñas tuberías hasta los grandes gasoductos.
El siguiente video nos dará una idea de algunos de los tipos de anillos usados y cómo debemos proceder para colocarlos sobre los tubos y efectuar los cortes.
Como podemos apreciar, el corte y biselado de tubos con anillos puede emplearse tanto en taller como en campo y reúne una serie de ventajas, tales como:
Facilidad de uso, ya que los anillos pueden montarse y desmontarse rápidamente del tubo.
Gran resistencia a las operaciones simultáneas de corte y biselado.
Los anillos son aptos para todo tipo de materiales, de fundición a aleaciones de alta resistencia (por ejemplo, acero inoxidable).
Amplia disponibilidad de tamaños, que cubren tubos entre 15 y más de 1000 mm de diámetro.
Diversidad de mecanismos de accionamiento: hidráulico, neumático o eléctrico (con servomotores).
Métodos con calor
El corte por calor puede efectuarse mediante diversas técnicas que ofrecen los distintos fabricantes. Las que más se usan son:
Sistema portátil con llama
El equipo que realiza este proceso también consta de un anillo, aunque en este caso se realiza un corte orbital, es decir, el soplete de corte se desplaza lentamente por el anillo alrededor del tubo estacionario.
Es un sistema muy versátil y de fácil manejo, que puede aplicarse con diámetros que varían de 350 mm a 1500 mm y origina cortes y biselados limpios y precisos.
El cabezal que incorpora el soplete de corte incluye una guía de regulación manual para su correcta ubicación tanto de corte como biselado.
Mesas de corte y biselado por plasma/oxicorte
Ya dentro de la maquinaria de gran porte y, particularmente, para satisfacer las demandas de la industria del gas y petróleo, las mesas de corte y biselado por plasma/oxicorte con control CNC ofrecen una multiplicidad de prestaciones.
El control CNC puede efectuar cortes totalmente programables y automatizados, tanto verticales como superficiales, de tipo recto, en bisel, en “V”, boca de pescado y hasta orificios en tubos de 12 metros de largo o incluso más, cuyo diámetro varía entre 50 y 500 mm.
Todas estas características quedan ejemplificadas en el siguiente video.
Dispositivos de biselado por plasma
Otra opción que ofrece la tecnología por plasma para el biselado de tubos (por ejemplo, para aplicaciones de la industria minera y eólica) consiste en instalar dispositivos adecuados en un equipo CNC de corte por plasma.
Uno de esos dispositivos para lograr biseles rectos puede ser una tortuga que se desplaza sobre un riel.
Si se desea efectuar biseles en curva, orificios biselados y piezas complejas biseladas puede usarse un cabezal biselador robotizado instalado sobre el pórtico de una mesa, aunque para ello se requiere una mesa de corte por plasma con CNC de seis ejes.
La ventaja de realizar las operaciones de corte y biselado en el mismo equipo reduce notablemente los costos operativos y asegura una excelente calidad y precisión de los cortes obtenidos, lo que elimina el trabajo posterior.
Frenteado
Los equipos de frenteado varían desde tornos portátiles hasta máquinas de gran tamaño, aptos para taller y campo. También son de tipo anillo, el que puede montarse sobre el diámetro externo o interno del tubo, y la herramienta de corte describe un movimiento circular alrededor de la brida.
Vemos un ejemplo en el siguiente video.
2) Soldadura de tubos preparados
Existen diversas maneras de soldar tubos, desde la técnica tradicional empleada por plomeros y demás trabajadores que usan tuberías de acero al carbono de diámetro pequeño, hasta las técnicas más complejas aplicables a la soldadura de tuberías en obra o en grandes talleres.
Esto no quiere decir que los métodos generales de, por ejemplo, soldadura oxiacetilénica, SMAW con electrodo recubierto, TIG y FCAW con electrodo tubular no se apliquen en campo. Por el contrario, aún tienen uso y el video que sigue muestra un ejemplo.
Sin embargo, las técnicas más modernas para la soldadura de tuberías a escala industrial se basa en dos tipos básicos usados en taller o campo.
Soldadura estacionaria
En estos sistemas, la antorcha de soldadura está en una posición fija y el tubo, depositado en un lecho con rodillos (ver figura de abajo) es el que gira.
Figura 2 – Lecho de rodillos portatubos
Es uno de los sistemas más usados en la industria del gas y el petróleo y pueden emplearse diversos procesos de soldadura, tales como soldadura por arco de plasma, MIG y TIG.
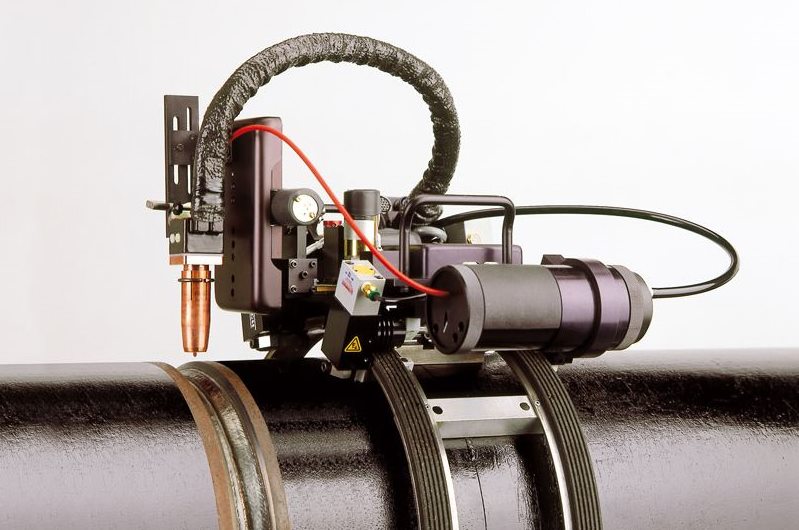
Soldadura orbital
En este método completamente automatizado, la antorcha de soldadura gira en torno a un tubo fijo, ya sea en posición horizontal o vertical. El hecho de desplazar el electrodo circunferencialmente alrededor del tubo tiene más ventajas que la soldadura estacionaria.
Por empezar, la soldadura orbital no requiere de soldadores calificados como la soldadura estacionaria, ya que un solo operador puede controlar varias máquinas y seguir todo el procedimiento. Los sistemas de soldadura orbital automática realizan una serie de operaciones de manera controlada, donde se monitorean variables tales como velocidad de desplazamiento, separación del arco, control de la corriente de soldadura, etc., para asegurar un mayor grado de precisión, proveer resultados uniformes, consistentes, repetibles y de alta calidad, convirtiendo estos sistemas en portátiles, accesibles, rápidos, precisos y rentables en un amplio espectro de aplicaciones.
Figura 3 – Equipo de soldadura orbital automática
Otras ventajas de la soldadura orbital automática para tubos son su mayor productividad, mayor velocidad de soldadura, menor distorsión y una entrada de calor limitada y controlada, que conduce a una HAZ mucho más pequeña.
Podemos apreciar el funcionamiento y las capacidades de la soldadura orbital para tubos en el video de abajo.
Actualmente, la expansión del uso de tuberías se extiende a la industria electrónica, alimenticia, farmacéutica, papelera, aeroespacial, automotriz, de la construcción y de la climatización, entre otras, por lo que la búsqueda de dispositivos cada vez más portables, precisos, automatizados y de bajo costo aplicables al proceso de piping es constante y sin duda generará nuevos avances tecnológicos en los años venideros.
La reparación de soldaduras es un proceso que adquiere gran importancia a la hora de reemplazar placas defectuosas o eliminar imperfecciones de soldaduras previas.
Tradicionalmente, las primeras reparaciones se efectuaron por vía mecánica, mediante el uso de técnicas como amolado, fresado manual y desbarbado. Aunque todavía se usan, particularmente en talleres metalmecánicos, estos métodos siempre han sido lentos, ruidosos y sumamente costosos porque emplean mano de obra dedicada.
Fue en la Segunda Guerra Mundial, durante la construcción de los enormes buques de la armada estadounidense, cuando se hizo evidente la inviabilidad de reparar soldaduras mediante estas técnicas. Por lo tanto se ensayó un método eficaz propuesto por el ingeniero en soldadura Myron Stepath y efectuado entre dos operarios: uno sostenía un electrodo de carbón con una pinza y el otro seguía el arco con una boquilla de aire comprimido. Esta prueba rudimentaria marcaría el comienzo de una técnica nueva que en 1949 lanzó Arcair, la propia compañía de Stepath, y que se conoce hasta nuestros días con el nombre derepelado, o más propiamente dicho, ranurado por arco con electrodo de carbón.
El ranurado por arco con electrodo de carbón consiste, por ende, en el proceso de cortar/retirar el metal por medio del intenso calor que genera un arco de carbón. Al usar un electrodo de carbón, aire comprimido y una fuente de alimentación de soldadura (de corriente constante, voltaje constante, CA o CC), el arco creado entre el electrodo de carbón y la pieza de trabajo funde el material, mientras el aire comprimido arrastra la escoria fundida dejando un surco o ranura; de ahí la denominación “ranurado”. El método puede usarse en acero dulce, hierro fundido, cobre, aluminio y aleaciones de níquel. No obstante produce humo y gases en exceso, y puede depositar inclusiones en el metal base.
Con el paso del tiempo fueron surgiendo métodos de ranurado cada vez más eficaces y versátiles. Así el ranurado con oxígeno y gas combustible añadió portabilidad y redujo notablemente los niveles de ruido, pero al ser una técnica basada en la combustión sólo puede aplicarse en aceros al carbono.
En estas últimas dos décadas, la tecnología del corte por arco de plasma ha venido presentando su variante de ranurado por arco de plasma como una alternativa sumamente efectiva que intenta maximizar el volumen de remoción de metal. El proceso es relativamente silencioso y libre de humo, se puede usar en acero dulce, acero inoxidable, aluminio y casi cualquier aleación ferrosa o no ferrosa, y puede usar diferentes gases para optimizar la calidad y las condiciones superficiales de la ranura.
¿Cómo se compone un equipo de ranurado por arco de plasma?
En este artículo brindamos detalles sobre los elementos que conforman un equipo de corte por plasma. En el caso del ranurado por plasma el equipo es muy similar, con la diferencia que la antorcha está provista de otro tipo de consumibles para producir un arco más ancho y menos profundo, de manera de no cortar la pieza, sino producir solamente una ranura. Muchos sistemas de corte por plasma comercializados en la actualidad pueden usarse para el ranurado con modificaciones mínimas o poco gasto adicional.
Por lo demás, los componentes principales son los mismos: una fuente de alimentación, un suministro de gas, una antorcha con sus mangueras correspondientes y consumibles. En la tabla siguiente mencionamos las características principales de cada uno.
Ranurado por Plasma
¿Cuáles son las técnicas de ranurado por plasma?
La obtención de diferentes perfiles y tamaños de ranura tiene lugar mediante técnicas diferentes. Generalmente, cuando se forma el arco piloto y el arco se transfiere a la placa, la antorcha se inclina un ángulo de 40-60 grados con respecto a la pieza de trabajo. Después, el operario introduce el arco en la garganta moviendo la antorcha de frente a lo largo de la placa. Se logra una mayor penetración del arco con ángulos más pronunciados y velocidades menores. Por el contrario, se logra menor remoción, y por lo tanto, una ranura más superficial con ángulos más pequeños y velocidades mayores. Esto significa que variando la velocidad, el ángulo de la antorcha y la distancia de la antorcha a la pieza pueden obtenerse diversos perfiles, como ejemplifica la siguiente tabla.
Perfil de la Ranura – Ranurado por Plasma
Además de la variación de los parámetros de ranurado, también pueden aplicarse técnicas diferentes para lograr distintos tipos de ranura. En la figura de abajo vemos ejemplos de técnicas de ranurado recto, lateral y en zigzag.
Tipos de Ranurado
Un ranurado recto de una sola pasada produce una ranura relativamente estrecha y parabólica. Para ranurar secciones más amplias y profundas puede usarse el ranurado lateral o en zigzag.
Aplicaciones del ranurado por arco de plasma
Lo que surgió como técnica dictada por los apremios de una época para lograr reparaciones de soldaduras en naves de combate hoy se ha ampliado a una diversidad de campos que, además de incluir la construcción naval se extiende al mantenimiento, fabricación y reparación de equipo pesado, así como la fabricación de carrocerías de camiones, tanques y estructuras de acero.
Además del ranurado también se ha popularizado la técnica de ranurado del lado opuesto, que retira el metal del reverso de las juntas soldadas por arco para eliminar defectos y mejorar la resistencia. Así, los defectos de soldadura tales como grietas, porosidad y falta de fusión podrían eliminarse por ranurado con una antorcha de plasma y luego repararse con una nueva soldadura libre de imperfecciones.
Otras aplicaciones tales como la eliminación de cordones gruesos de respaldo, orejetas de izado, soportes temporarios, soldaduras de punteado y remaches permiten el uso del ranurado por plasma en operaciones de demolición o salvamento para desmontar estructuras soldadas, así como en fundiciones para retirar el exceso de material de fundición y en todo lugar donde exista metal sobrante, soldadura en exceso o defectos que deban eliminarse.
Como toda tecnología de gran alcance, el ranurado por plasma presenta algunos inconvenientes, traducidos principalmente en cierta limitación en la accesibilidad y la profundidad de ranurado según la antorcha empleada, la necesidad de capacitar al operario, el riesgo de choque eléctrico debido a los voltajes elevados de trabajo, el uso de indumentaria protectora, y el costo y la escasa portabilidad de los equipos en relación con otros procesos de ranurado.
Sin embargo, las ventajas que reúne el proceso compensan ampliamente los inconvenientes, ya que el ranurado por plasma es capaz de:
Generar un considerable aumento de la producción y la posibilidad de variar la velocidad de remoción con la potencia del equipo, lo que permite realizar un escarbado preciso del material.
Brindar automatización, ya que puede aumentarse la velocidad y la tasa de remoción en virtud del avance continuo, el cual mantiene la descarga de material, característica imposible de reproducir manualmente. Por otro lado, debido al bajo calor aportado, la escoria se aloja siempre sobre un solo lado sin soldarse con el material base, por lo que se torna autodesprendible.
Lograr un óptimo aspecto superficial, porque al no depositar carbón en el material base, no se requiere limpieza posterior. La uniformidad y buena apariencia crean una superficie ideal para realizar soldaduras automatizadas, sin correr los riesgos de discontinuidades por dislocación del cordón.
Disminuir costos generales, gracias a las elevadas tasas de remoción, mayor velocidad del proceso y mayor vida útil de los consumibles que otros procesos, como el ranurado por arco con electrodo de carbón, por ejemplo, donde es necesario cambiar el carbón con mucha mayor frecuencia.
Un ejemplo de ranurado por plasma con equipo mecanizado nos muestra, en el siguiente video, la excelente calidad de ranura lograda.



























{kind=link}